[VIP第1年] 指数:3
[VIP第1年] 指数:3
斜床身数控车床的缺点:1、介绍一类斜床身数控车床关键部件床鞍的加工工艺,包含工艺过程、使用的设备、每一工序工艺分析与及关键工序设备的调整。2、着重阐述了用不同时效方法的检测结果对比,下一场选择后者适合的时效方法。3、斜床身数控车床床鞍是机床进给部分的关键部件。4、初期处理过程中会反复出现床鞍变形量大因此变形量无序,和加工精度无法满足图样要求等等问题,在此之后重新编制了有床鞍的加工工艺,解决了为此类问题。5、T2床鞍的加工工艺过程等为。6、划线→粗加工→时效→划线→Lembeye粗加工→泡果精加工→粗镗孔→钻两端几面孔→刨空刀槽→磨导轨面→精铣三角形例如桌面上→精加工丝母端面与及孔→钳工。20型斜身数控车床具有自动故障诊断功能,便于维修和维护。金华20型斜身数控车床参考价

数控车床的分类,数控车床可分为卧式和立式两大类。卧式车床又有水平导轨和倾斜导轨两种。档次较高的数控卧车一般都采用倾斜导轨。按刀架数量分类,又可分为单刀架数控车床和双刀架数控车,前者是两坐标控制,后者是4坐标控制。双刀架卧车多数采用倾斜导轨。数控车床与普通车床一样,也是用来加工零件旋转表面的。一般能够自动完成外圆柱面、圆锥面、球面以及螺纹的加工,还能加工一些复杂的回转面,如双曲面等。车床和普通车床的工件安装方式基本相同,为了提高加工效率,数控车床多采用液压、气动和电动卡盘。江苏四轴20型斜身数控车床制造商机床采用模块化设计,便于升级和扩展功能。

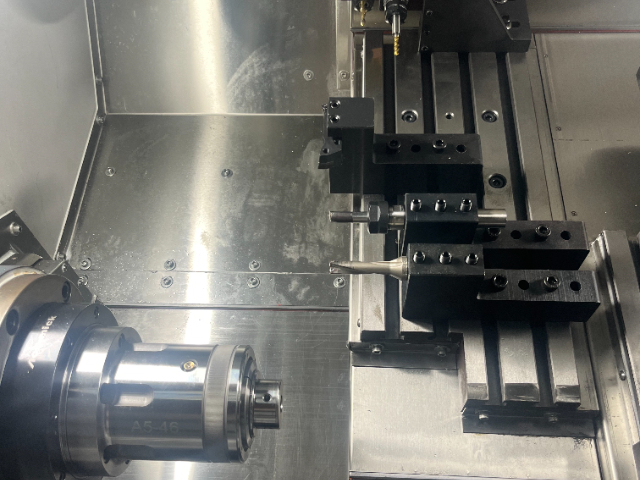
斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。斜床身数控车床选用国内或进口高刚度的立式数控冲床刀台,准确定位精度高,重切形变小。斜床身数控机床的这些知识点值得我们去学习。斜床身数控机床是轴承加工数控车床,可实现对轴承内/外套圈从“坯料—磨前”车工序加工,适合于大批量产品的零件加工。
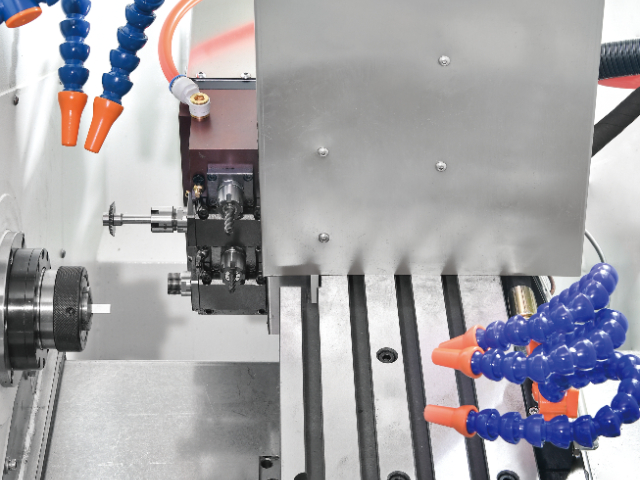
斜床身数控车床。数控车床:斜床身数控车床的4个组成结构:1、主体:斜床身数控车床的主体包括机床身、立柱、主轴、进给装置等机械部分,完成各种机械加工就要靠这一部分了。2、驱动:驱动是斜床身数控车床比较重要的一部分,这一个部分包括:进给单元、主轴电机、主轴驱动单元以及进给电机等,这个部分需要在数控操作下通过电气或电液伺服系统实现主轴和进给驱动,主要完成定位、直线、平面曲线和空间曲线的加工。3、数控部分:这一个部分是斜床身数控车床的主要,它主要包括:硬件设施(印刷电路板、CRT显示器、键盒等)和相应的软件设施,用于在操作时输入数字化的零件加工程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。4、辅助设备:斜床身数控车床的辅助设备主要是指机床相应的配套,例如:冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。适用于汽车、航空航天、模具等行业的精密加工。

斜床身数控车床和平床数控车床有什么区别?机床布局对比。平床身数控车床的两根导轨所在平面与地平面平行。斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。从机床侧面看,平床身数控车床的床身呈四方形,斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。斜床身数控车床一般都配置自动排屑机,可以自动清理切屑,增加工人的有效工作时间。平床身的结构很难加设自动排屑机。20型车床的刀具寿命管理系统能够实时反馈刀具状态。金华20型斜身数控车床参考价
20型斜身数控车床配备高精度光栅尺,提升了加工的定位精度。金华20型斜身数控车床参考价
20型斜身数控车床是一种高精度、高效率的自动化机床,配备多工位刀塔或动力刀塔,具有普遍的工艺性能,能够加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件。这种机床具有直线插补、圆弧插补等各种补偿功能,特别适合在复杂零件的批量生产中发挥良好的经济效果。斜身数控车床又称全功能数控车,其导轨采用线轨,快移速度快、效率高,换挡调速连续,还可加装动力头,变成车铣复合中心,能够满足通常的内圆、外圆、台阶、锥面、球面、沟槽、各种螺纹和复杂曲面的加工需求。金华20型斜身数控车床参考价
文章来源地址: http://jxjxysb.nengyuanjgsb.chanpin818.com/jichuang/skjc/deta_27767956.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。